Технология электроконтактного нагрева заготовок
Физическая сущность электроконтактного способа нагрева заключается в том, что масса металла (деталь, заготовка или жидкая масса) нагревается за счет тепловой энергии электрического тока, протекающего по нему и преодолевающего электрическое сопротивление, оказываемое этим металлом, вследствие чего в последнем выделяется тепловая энергия, которая количественно определяется по закону Джоуля-Ленца.
Говоря о тепловой энергии, выделяемой в нагреваемом металле по указанному закону, следует иметь в виду, что в магнитных металлах происходит выделение некоторого количества тепловой энергии еще и за счет гистерезиса. Но так как это количество энергии незначительно по сравнению с тепловой энергией электрического тока, то им обычно пренебрегают.
Термин, «электроконтактный нагрев» является условным, так как он полностью не отражает ни физической, ни технологической сущности явления. Электроконтактным он назван потому, что к нагреваемому телу (детали, заготовке или массе) электрический пи подводится с помощью токоподводящих зажимных контактов. На рисунке 1, а приведена принципиальная электрическая схема, иллюстрирующая в самом общем виде принцип электроконтактного способа нагрева. Как видно из этой схемы, непременными элементами всякого электроконтактного устройства являются: токоподводящие контакты, с помощью которых ток подводится к нагреваемой заготовке; источник тока; токоподводящие провода или шины, соединяющие полюса источника тока с зажимными токоподводящими контактами, и зажимное устройство.
Существуют различные устройства и электрические схемы элктроконтактного способа нагрева, отличающиеся друг от друга конструктивным исполнением механической и электрической частей и технологическим назначением, все они могут быть сведены к принципиальным схемам, показанным на рисунке 1.
Для нагрева заготовки может быть использован постоянный и переменный электрический ток. Применение же постоянного тока при электроконтактном нагреве металлов практически затруднительно и экономически невыгодно из-за отсутствия источников (генераторов) большой силы тока и низкого напряжения, которые необходимы для нагрева металлических заготовок или деталей с малым электрическим сопротивлением, как это имеет место при
электроконтактном нагреве. Целесообразнее применение переменного тока, так как его способность к трансформации позволяет довольно просто получать требуемые напряжения на нагреваемых металлических телах (от долей до многих десятков вольт при токах от нескольких сот до многих десятков тысяч ампер). С этой целью существующие в настоящее время электроконтактные нагревательные установки снабжаются силовыми понизительными трансформаторами (рисунок 1, б).
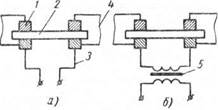
Схема, показанная на рисунке 1, б, отличается от схемы на рисунке 1, а наличием силового трансформатора.
При использовании переменного тока приходится считаться с явлением скинн-эффекта, вызывающим неравномерность распределения температуры по поперечному сечению тел сравнительно больших линейных размеров, а также появление индуктивного электрического сопротивления. Следует отметить, что, несмотря на указанные недостатки, электроконтактный способ имеет целый ряд преимуществ перед другими способами нагрева. Электроконтактный способ нагрева характеризуется равномерным выделением тепловой энергии в требуемом количестве за единицу времени непосредственно в каждом элементарном объеме нагреваемого тела, если не считать незначительной и технологически допустимой неравномерности распределения ее по сечению (вследствие скинн-эффекта), а также довольно высокой производительностью нагревательных установок, при высоком к. п. д.
При рассмотрении приведенных схем электроконтактных установок следует иметь в виду, что подвод тока к нагреваемым заготовкам обычно осуществляется с двух сторон для разгрузки контактов и улучшения распределения температуры по длине нагреваемой зоны; ток может подводиться и с одной стороны в каждом месте контактирования.
С точки зрения принципа нагрева количество точек (или мест) контактирования, т. е. точек подвода тока к нагреваемой заготовке, не имеет существенного значения, однако на практике это очень важно, так как токовая нагрузка токоподводящего контакта является одним из основных физических факторов, от которого зависят не только технологические, но и технико-экономические показатели всякой электроконтактной нагревательной установки.
При большой скорости нагрева и токе во вторичной цепи двусторонний подвод тока к каждому месту нагреваемой заготовки часто является решающим условием нормальной работы нагревательной установки. Об этом обстоятельстве не следует забывать, хотя оно и не имеет непосредственного отношения к физической сущности способа, а также к теоретическим зависимостям, существующим между отдельными физическими факторами, характеристиками и технико-экономическими показателями электронагре- вательного оборудования для электроконтактного способа нагрева.
- Характеристика нагревательных установок
- Характеристика материала заготовок
- Особенности расчета и проектирования
- Основные технико-экономические показатели электроконтактного способа нагрева
- Заключение