Ремонт обмоток фазных роторов
Двигатели с фазным ротором предназначены для привода механизмов, требующих плавного регулирования частоты вращения вниз от номинальной, а также механизмов с особо тяжелыми условиями пуска. В серии А2 двигатели с фазным ротором выпускались начиная с габарита 4 и выше, а в серии 4А выпускают, начиная с высоты оси вращения 160 мм и выше. В серии А2 обмотка роторов всыпная из круглого провода, многовитковая из прямоугольного провода и стержневая. В серии 4А обмотка выполняется всыпной или стержневой. Пазы под обмотку показаны на рис. 8-1.
Ремонт всыпных обмоток роторов в некоторых приемах работы подобен ремонту всыпных обмоток статоров. Перед началом укладки ротор осматривают и производят изолировку нажимных шайб, обмоткодержателей и пазов. На шайбы накладывают два слоя изоляции в виде полосок, а обмоткодержатели обертывают несколькими слоями ленты. В пазы укладывают пазовую изоляцию в виде простынок.
Намотку катушечных групп производят на шаблоны. Порядок укладки катушек и заведение проводов в пазы такой же, как и у статоров. После укладки забивают клинья. Лобовые части роторов бандажируют, и ротор отправляют на пропитку.
Ремонт стержневой обмотки отличается от ремонта всыпной обмотки. Если стержневая обмотка на торцах сварена, то разобрать ее так, чтобы сохранить стержни для ремонта, нельзя.
При сварке стержни на концах расплавляются и теряют свою форм}'. При ремонте таких роторов требуется новый комплект обмоток. Если стержневая обмотка на торцах пропаяна мягким припоем, то ее можно распаять, извлечь стержни и восстановить их.
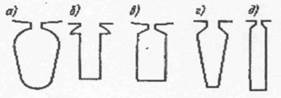
Рис. 8-1. Пазы роторов электродвигателей серии 2А (а, б, в) и 4А (г, д): а, г - для всыпания обмотки из круглого провода; б - для многовитковой обмотки из прямоугольного провода; в, д - для стержневой обмотки
Ротор с запаянными стержнями разбирают в следующем порядке. Горячим паяльником нагревают хомутики 14 на концах стержней 17 (рис. 8-2) и снимают их. Таким образом распаивают ротор с двух сторон. Затем начинают выпрямлять стержни с одной стороны ротора, пользуясь двумя ключами. Ключ 15 надевают на прямую часть стержня и удерживают его, а ключ 16 надевают на лобовую часть и разгибают ее. Первые стержни нельзя разогнуть полностью, так как этому мешают лежащие рядом стержни; поэтому стержень разгибают только на расстояние, равное расстоянию между стержнями, второй — на двойное расстояние и т. п. Затем такими же приемами разгибают концы стержней, на которых были надеты соединительные хомутики. Стержни разгибают с одной стороны и извлекают из пазов с другой стороны. Извлечение стержней из пазов требует значительных усилий, поэтому его выполняют специальным приспособлением (рис. 8-3), которое закрепляется на валу 4 хомутом 5
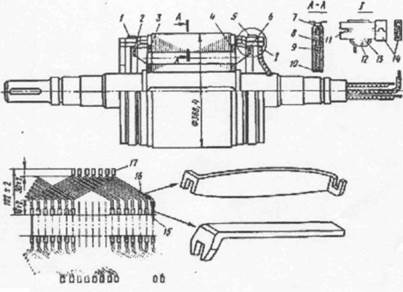
Рис. 8-2. Ротор со стержневой обмоткой
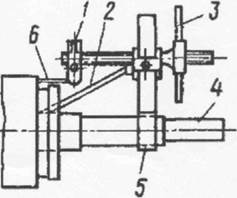
Рис.8-3.Приспособление для извлечения стержней из пазов ротора и распоркой 2. Конец извлекаемого стержня 6 закрепляют в зажиме 1, установленном на винте. При вращении гайки 3 винт вытягивает стержень из паза сердечника. Таким образом разбирают верхний и нижний ряды.
Восстановление стержней состоит из операций снятия старой изоляции, зачистки концов от припоя, отжига, рихтовки, наложения новой изоляции. Отжиг необходим для снятия наклепа. Его проводят при температуре 350 °С и затем охлаждают стержни в воде.
На прямолинейную часть стержней наносят изоляцию в виде промазанной клеем простынки, которой туго обворачиваюг прямолинейную часть, а затем запекают. Лобовые части изолируют лентами. Необходимо ленты накладывать так, чтобы обеспечить хороший стык между простынкой и лентой.