Разборка электрических машин
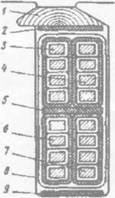
Рис. 6-3. Полуоткрытый паз статора низковольтной электрической машины с обмоткой из рямоугольного провода
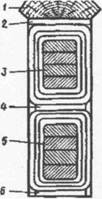
Рис. 6-4. Открытый паз статора высоковольтной электрической машины с обмоткой из прямоугольного провода
Дефектацшо производят в процессе разборки машины и начинают с внешнего осмотра. Определяют наличие всех деталей; целостность лап, ребер охлаждения, коробки выводов и т. п. Затем проводят измерения биения вала, если это позволяет качество подшипников. Снимая с двигателя детали, определяют их пригодность для сборки. Снимая подшипниковый щит, определяют плотность его посадки на корпус и на наружную обойму подшипника. Осматривают его посадочные места, на которых не должно быть забоин, вмятин; поверхность должна быть чистой. На наружную поверхность подшипника щит должен надеваться туго. В машинах, имеющих щит и корпус из алюминия, после нескольких сборок может ослабнуть посадка подшипникового щита. Сняв подшипники с вала, осматривают шейки вала, которые должны иметь ровную поверхность и не быть изношенными. Вал не должен иметь искривлений, вмятин и забоев выводного конца. Отворачивая болты, определяют их качество и качество резьбовых отверстий, куда их заворачивают.
Затем проводят осмотр обмотки ротора. Короткозамкнутая алюминиевая обмотка не должна иметь следов расплавления, раковин; все лопатки должны быть целыми. Короткозамкнутая сварная обмотка не должна иметь обрыва стержней (рис. 6-5, а), смещений в осевом направлении (рис. 6-5, б), прогибов, выступающих из активной части (рис. 6-5, в), изгибов концов стержней в направлении вращения ротора (рис. 6-5, г), волнообразного изгиба, расположенного на ребре короткозамыкающего кольца (рис. 6-5, д), цветов побежатости на короткозамыкающих кольцах. После изктечения обмотки статора проводят дефектацию сердечника. Основные неисправности сердечников: ослабление прессовки, веер зубцов, оплавление отдельных участков, нарушение изоляции между листами, погнутость отдельных зубцов, ослабление посадки сердечника в корпус. Плотность прессовки определяют контрольным ножом, который вдвигают между- листами сердечни ка. Плотность прессовки следует считать удокчетворительной, если при сильном нажатии на рукоятку ножа лезвие входит в сердечник не более чем на 2—3 мм. Остальные дефекты определяют, как правило, визуально. Результаты дефектации записывают в ведомость, по которой разрабатывается технология ремонта.
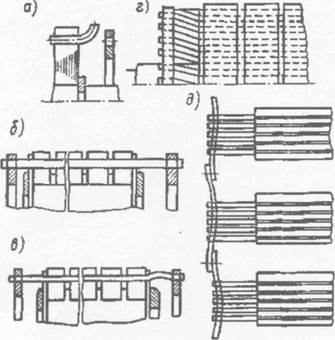
Рис. 6-5. Возможные повреждения короткозамкнугой сварной обмотки ротора